Ansøgningsomfang
På nuværende tidspunkt er det meget udbredt i tekstilmaskiner, sfæriske lejer, bildørhængsler og så videre.
Teknisk dato
| Præstationsindeks | Data |
| Maks. belastningskapacitet P | 100N/mm² |
| Friktionskoef μ | 0,05-0,20 |
| Arbejdstemperatur | 40℃~280℃ |
| Hastighedsbegrænsning V | 1,0 m/s |
Teknisk support
Valg af lejer
HZ bush har udviklet slags lejemateriale i henhold til forskellige arbejdsforhold, brugeren kan vælge materialebasen på lejerarbejdsmiljø, belastning, hastighed, slid, modstandsanmodning, flyttemetode, installation, materialeomkostninger osv.
Lejebelastning
Cylindriske bøsninger, flangebøsninger / trykskive

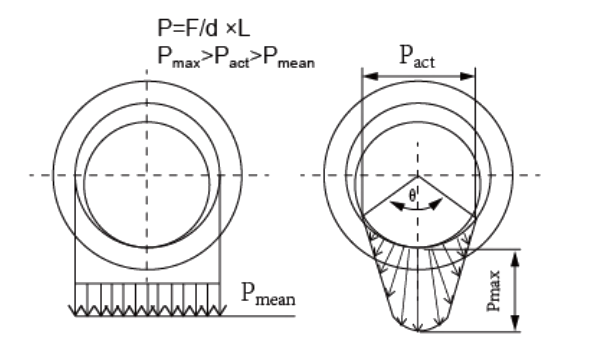
Som frigangsfaktor, bøsninger affasning, olierille osv. Den faktiske belastning (Pact) er højere end teorien om beregning (Pmean).
Hastighed
Roterende bevægelse / Oscillerende bevægelse / Frem- og tilbagegående bevægelse

PV=PXV (N/mm2xm/s)
PV er produktet af den specifikke lejebelastning p og glidehastigheden V, som er meget vigtige designdata. Vi anbefaler design, lavere PV-værdi vil føre til længere levetid. Overskrid heller ikke max. af materialebelastning, hastighed, temp. Og sænk hvis muligt.
Installation af glidebøsningen og huset
HZ-bøsninger skal renses i petroleum eller dieselolie, nedsænkes i motorolie og derefter tørres op. Når bøsningen er installeret i huset, skal du sørge for, at bøsningen ikke roterer i huset eller bevæger sig i aksial retning og samtidig få den ydre overflade i fuld kontakt med basishullet, generelt garanterer kontaktarealet over 7o%, for således at forbedre belastningskapaciteten og transmissionen af friktionsvarme. Den indvendige overflade af HZ-bøsningen er lavet af selvsmørende plast, den ydre overflade stålbagside, friktionskoefficienten mellem stål og stål er større end for stål til plast, så vi bør vælge den letklassificerede tætte pasform, der forhindrer akselbøsningen i at bevæge sig i bunden, når du arbejder, og forhindrer også de indvendige huller i at blive deformeret på grund af den store ude og for store diameter.
Ude cirkel af akselbøsningen bør undgås under højtryksarbejdsforhold. To metoder anbefales her:
1. Øg den ydre diameter af akselbøsningen, og deformationen af indvendige huller kan kalibreres med kalibreringskernepind.
2. Ved installation påføres ZY 801 Oxygenhadslim i huset for at styrke kombinationsstyrken mellem akselbøsningen og bundhullet.
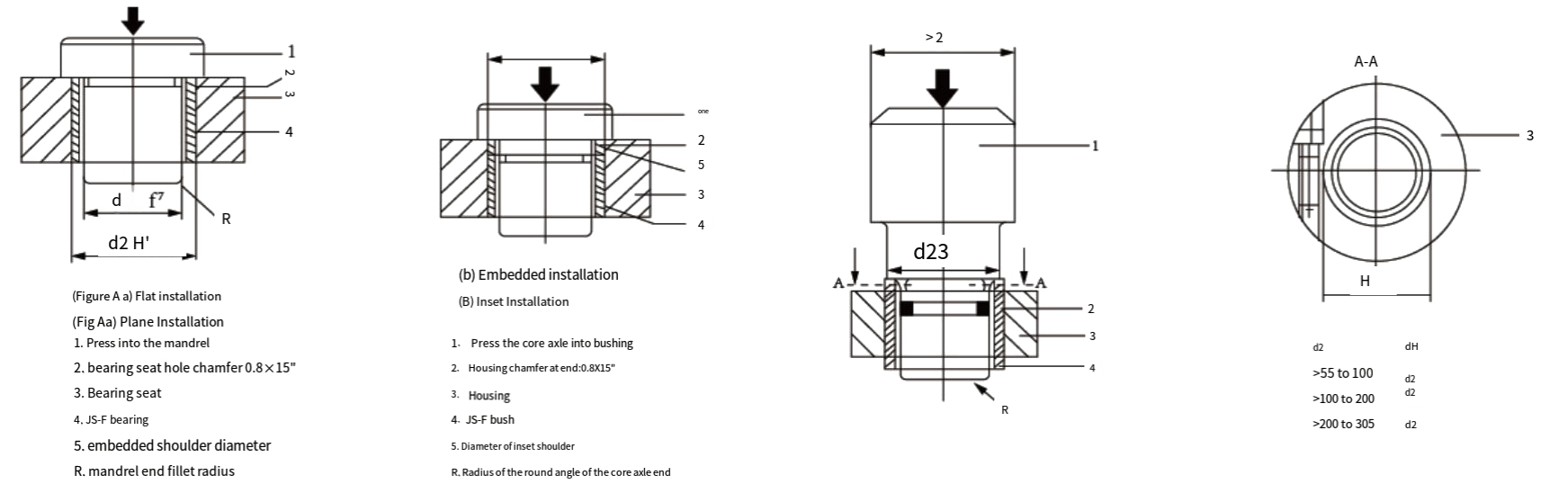
For bøsning (ydre diameter <55 mm), tryk bøsningen forsigtigt og forsigtigt ind i huset ved hjælp af en kerneaksel med et håndtag. Fig.
For bøsning (ydre diameter>55 mm), tryk bøsningen forsigtigt og forsigtigt ind i huset ved hjælp af et håndtag med en skulder, en "O"-ring og en hjælpecirkel. Fig. B.









 selvsmørende leje")
 selvsmørende leje")







